Recycled Timber Supplier
Located south of Melbourne near Geelong on the Bellarine Peninsula, Timberzoo is a recycled timber warehouse specialising in the supply of recycled Australian Native Hardwoods. At the core of the business is a small production facility. Truckloads of recycled construction timber arrive for de-nailing and then acclimatisation in our purpose-built Drying Shed. The timber is dressed or profiled to furniture board and lining boards and offered for sale in our retail Woodshed. We regularly stock species such as Recycled Messmate, Blackbutt, Spotted Gum, Mountain Ash, Blackwood, Blackbean, Northern Silky Oak, Queensland Silver Ash and American Oak. We also offer Ironbark, Forest Red Gum, Grey Box, Sugar Gum, Silvertop Ash, Jarrah and White Cypress. The retail side of the business is a drive-thru Woodshed with both recycled and kiln-dried hardwoods for sale to both the trade and the general public. Timberzoo specialises in the supply of a unique range of lining and cladding boards, floorboards, edge-laminated benchtops, decking, brushed timber and dressed posts and beams. In front of the Woodshed is a storage yard for a range of recycled structural Bridge and Wharf timbers, sawn posts and beams, fronting the main Portarlington Road - while to the rear of the Woodshed is the Landscape Department - with sleeper lengths and weathered timber sections to suit a coastal or bush garden. Our products are available for inspection in person or online. Click our ‘Request Pricelist’ button on our product pages for more information.






Timberzoo supplies builders and the construction trade, architects, furniture designers, shopfitters, other artists and creatives, and the general
public with eco-friendly, sustainable, recycled Dressed Furniture Timbers for tables, bookcases and shelving, Recycled Structural Bridge & Wharf
Timbers for pergolas, outdoor structures, retaining walls, fences, driveways, sleepers, palisades, totems, playgrounds and bollards, Roughsawn
Posts & Beams for pergolas, in-ground posts and lightly-loaded elements of residential buildings, Landscaping Timbers for retaining walls,
playgrounds, driveways, palisades, garden bench seats, totems and bollards, and landscape features such as log steppers, stump seats, farm gate
posts and garden sleepers and edging, Timber Decking for exposed timber decks and landscape decks, Screening battens for walls, windows,
deck perimeters, picket fences and other landscape projects, Interior Timber Lining Boards for commercial retail and hospitality fit outs,and
residential projects such as fireplace nooks, feature walls, mudrooms, storage rooms, lofts, studies, cellars, sheds, workshops, studios and man-
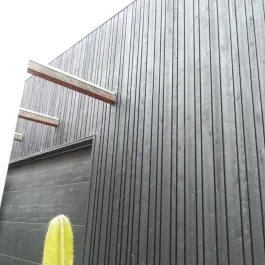
caves, and Exterior Timber Cladding in shiplap profile with tongue and groove for building projects in coastal and bushland settings.
Timberzoo also offers a comprehensive range of timber oils, adhesives, treatments and accessories including Titebond Premium & Ultimate Wood
Glues for lamination of dressed timber boards and other bonding requirements, Osmo Polyx-Oil High Solid Oils in clear matt, clear satin and raw,
Osmo UV Protection Oil, Wood Protector, Top Oil and Chopping Board Oil, Meury West System Clear Deep Resins for filling natural voids in
furniture, timber bench tops and tabletops (also available in Hardener and Pump Sets), Wurth Stainless Decking Screws for securing timber
decking, Sceneys Organic Linseed Oil Based Decking Oil for oiling external timber decks and walkways to maintain surface weather resistance of
timber, and Diggers Eco In-Ground Timber Protecta for non-creosote protection of timber against rot and fungal decay.




Timberzoo carries FSC® & Responsible Wood/PEFC chain of custody certification.
But what does it all mean?
FSC® certification ensures that the product is made from 100% recycled materials. Using
recycled material makes the most of precious forest resources and reduces the pressure to
harvest more trees. All of Timberzoo's recycled flooring, recycled dressed timber, recycled
lining boards & screening battens, recycled structural bridge & wharf timbers & recycled
landscape timbers come with FSC® certification.
Responsible Wood/PEFC Certification Scheme ensures new forest products are sourced
sustainably - socially just, ecologically sound and economically viable. Many of Timberzoo’s
new timber products are covered by this certification.
Can your timber supplier give you this piece of mind? Timberzoo can!!
Timberzoo in the media

Page 68, Issue 64
‘Modern Green Homes Sanctuary’ magazine (.pdf, 2.08mb)
Renew
sanctuary.renew.org.au






- Dressed Furniture Timbers
- Recycled Timber Benchtops, Tabletops & Panels
- Recycled Timber Flooring
- Recycled Structural Bridge & Wharf Timbers
- Roughsawn Posts & Beams
- Landscaping Timbers
- Timber Decking & Screening
- Interior Timber Lining Board
- Exterior Timber Cladding
- Timber Accessories
- *** CLEARANCE ***






Recycled Timber
Supplier
Located south of Melbourne near Geelong on the Bellarine Peninsula, Timberzoo is a recycled timber warehouse specialising in the supply of recycled Australian Native Hardwoods. At the core of the business is a small production facility. Truckloads of recycled construction timber arrive for de- nailing and then acclimatisation in our purpose-built Drying Shed. The timber is dressed or profiled to furniture board and lining boards and offered for sale in our retail Woodshed. We regularly stock species such as Recycled Messmate, Blackbutt, Spotted Gum, Mountain Ash, Blackwood, Blackbean, Northern Silky Oak, Queensland Silver Ash and American Oak. We also offer Ironbark, Forest Red Gum, Grey Box, Sugar Gum, Silvertop Ash, Jarrah and White Cypress. The retail side of the business is a drive-thru Woodshed with both recycled and kiln-dried hardwoods for sale to both the trade and the general public. Timberzoo specialises in the supply of a unique range of lining and cladding boards, floorboards, edge-laminated benchtops, decking, brushed timber and dressed posts and beams. In front of the Woodshed is a storage yard for a range of recycled structural Bridge and Wharf timbers, sawn posts and beams, fronting the main Portarlington Road - while to the rear of the Woodshed is the Landscape Department - with sleeper lengths and weathered timber sections to suit a coastal or bush garden. Our products are available for inspection in person or online. Click our ‘Request Pricelist’ button on our product pages for more information.

Timberzoo supplies builders and the construction trade,
architects, furniture designers, shopfitters, other artists
and creatives, and the general public with eco-friendly,
sustainable, recycled Dressed Furniture Timbers for
tables, bookcases and shelving, Recycled Structural
Bridge & Wharf Timbers for pergolas, outdoor structures,
retaining walls, fences, driveways, sleepers, palisades,
totems, playgrounds and bollards, Roughsawn Posts &
Beams for pergolas, in-ground posts and lightly-loaded
elements of residential buildings, Landscaping Timbers for
retaining walls, playgrounds, driveways, palisades, garden
bench seats, totems and bollards, and landscape features
such as log steppers, stump seats, farm gate posts and
garden sleepers and edging, Timber Decking for exposed
timber decks and landscape decks, Screening battens for
walls, windows, deck perimeters, picket fences and other
landscape projects, Interior Timber Lining Boards for
commercial retail and hospitality fit outs,and residential
projects such as fireplace nooks, feature walls,
mudrooms, storage rooms, lofts, studies, cellars, sheds,
workshops, studios and man-caves, and Exterior Timber
Cladding in shiplap profile with tongue and groove for
building projects in coastal and bushland settings.
Timberzoo also offers a comprehensive range of timber
oils, adhesives, treatments and accessories including
Titebond Premium & Ultimate Wood Glues for lamination
of dressed timber boards and other bonding requirements,
Osmo Polyx-Oil High Solid Oils in clear matt, clear satin
and raw, Osmo UV Protection Oil, Wood Protector, Top Oil
and Chopping Board Oil, Meury West System Clear Deep
Resins for filling natural voids in furniture, timber bench
tops and tabletops (also available in Hardener and Pump
Sets), Wurth Stainless Decking Screws for securing
timber decking, Sceneys Organic Linseed Oil Based
Decking Oil for oiling external timber decks and walkways
to maintain surface weather resistance of timber, and
Diggers Eco In-Ground Timber Protecta for non-creosote
protection of timber against rot and fungal decay.
Timberzoo carries FSC® & Responsible Wood/PEFC
chain of custody certification.
But what does it all mean?
FSC® certification ensures that the product is made
from 100% recycled materials. Using recycled
material makes the most of precious forest
resources and reduces the pressure to harvest more
trees. All of Timberzoo's recycled flooring, recycled
dressed timber, recycled lining boards & screening
battens, recycled structural bridge & wharf timbers &
recycled landscape timbers come with FSC®
certification.
Responsible Wood/PEFC Certification Scheme
ensures new forest products are sourced
sustainably - socially just, ecologically sound and
economically viable. Many of Timberzoo’s new
timber products are covered by this certification.
Can your timber supplier give you this piece of mind?
Timberzoo can!!
Timberzoo
in the media
Page 68, Issue 64
‘Modern Green Homes Sanctuary’ magazine (.pdf, 2.08mb)
Renew
sanctuary.renew.org.au





- Dressed Furniture Timbers
- Recycled Timber Benchtops, Tabletops & Panels
- Recycled Timber Flooring
- Recycled Structural Bridge & Wharf Timbers
- Roughsawn Posts & Beams
- Landscaping Timbers
- Timber Decking & Screening
- Interior Timber Lining Board
- Exterior Timber Cladding
- Timber Accessories
- *** CLEARANCE ***